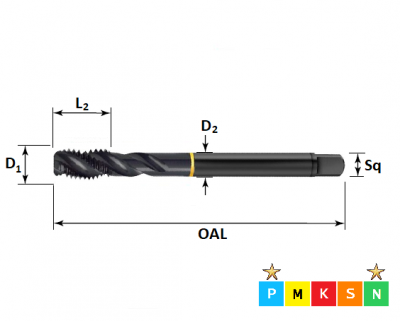
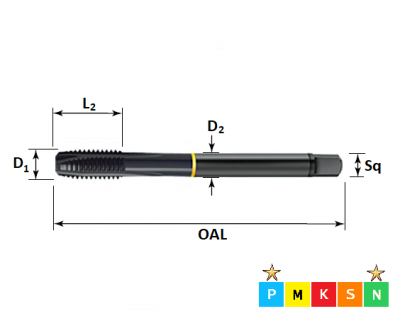
| Thread
Dia.
D1 | Pitch | Thread Form | Thread
Length
L2 | Overall
Length
OAL | Shank
Dia
D2 | Square
Sq | Tapping
Drill
Dia. |
| 7/16 | 14 | UNC
Unified
National
Coarse | 18mm | 100mm | 8mm | 6.2mm | 9.4mm |
Flute Type: Spiral Flute
Recommended for: Blind Holes
Shank Standard: DIN 376
Type: High speed steel cobalt (HSSE) tap.
Coating: Steam Tempered VAP - The Steam Tempered is a Fe3O4-oxyd-coating which reduces the friction between tool and workpiece and prevents cold welding.
Tapping Materials
Excellent for tapping: All General Steels with a hardness <800N/mm²; All Cast Irons & Nodular Graphite; and Unalloyed Titanium; Unalloyed Nickel; and All forms of Aluminium Si<6%.
Good for tapping: All General Steels & Alloy Steels with a hardness 800 - 1200N/mm²; All Stainless Steels; All Cast Irons; Titanium Alloys; and Aluminium-cast alloys >6% Si.


| For speeds please click the "Specifications" tab above. |